
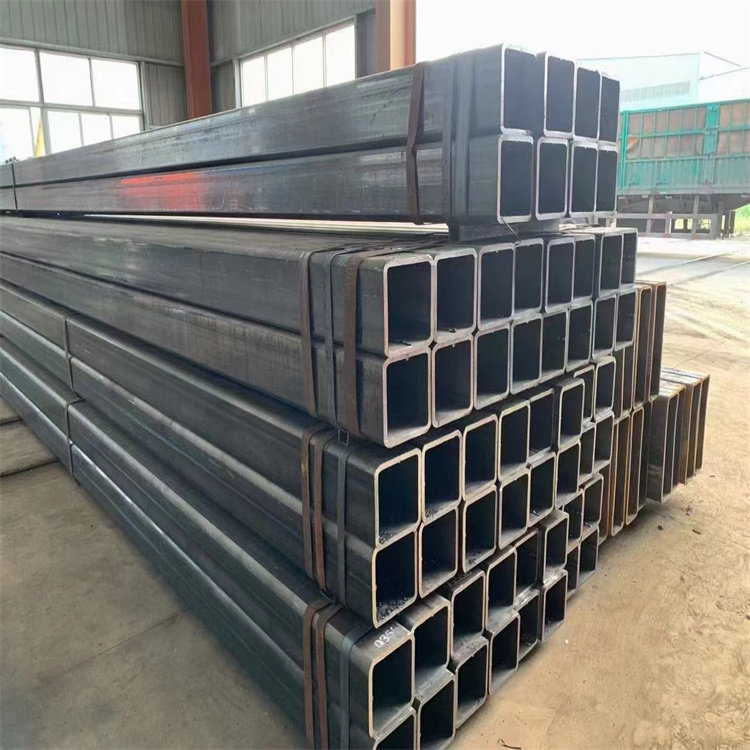
材质Q345E方管廊坊300x300x8焊接方管轧三特钢
发布用户:sdystg666
发布时间:2025-02-22 15:07:42
8焊接方管轧三特钢从精轧 一架轧机出来的热钢带通过层流冷却至设定温度,由卷取机卷成钢带卷,冷却后的钢带卷,根据用户的不同需求,经过不同的精整作业线(平整、矫直、横切或纵切、检验、称重、包装及标志等)而成为钢板、平整卷及纵切钢带产品。冷轧:用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。


本公司产品 标准和日标JISG3445,JISG3446标准。
公司以质量求发展,以诚信纳客户,公司本着真诚,真情欢迎各界朋友莅临洽谈业务. 郑重承诺:以好的产品,优的质量,低的价格,完善的服务来答谢新老客户的信赖。
经营原则:顾客至上,质量优良,品质齐全,价格合理
山东轧三特钢有限公司一家销方矩管的企业.公司主要销方矩管、Q345B无缝方管、Q345D无缝方管、Q345C方矩管、大口径方管、不锈钢方矩管、镀锌方距管,无缝方距管,特殊规格(非标)方矩形管,焊管,螺旋钢管,带钢,热轧带钢,镀锌带钢,冷轧带钢,角钢,槽钢,H字钢,扁钢,型钢,板材,线材,型材等钢材。
< 焊接方管轧三特钢从搅拌而言氮气与氩气一样,且氮气便宜,但在高温下氮能溶解在钢水中,其增氮量是随温度的升高及氮时间的延长而增加,当温度高于1575℃时,可使钢中氮含量增加0.003%,影响钢的质量,因而使用氮气作为搅拌气体受到了限制,仅有少量含氮钢种可用氮气作为搅拌气体来使用,而且还存在增氮不稳定的问题。1脱碳反应对炼钢过程有何重要意义?:铁液中的碳通过脱碳反应被氧化到接近或等于出钢时钢液中碳的规格范围内。低磷钢生产技术钢中磷过高,在凝固时会产生严重的偏析而导致产品脆裂。对于 管线钢则需要将磷降至100ppm以下,而对于在极寒冷地区使用的管线钢,为防止冷脆,甚至需要将钢中的磷含量控制在50ppm以下。宝钢相继展了如下的工艺试验:铁水三脱+转炉小渣量(渣量指数为0.3)冶炼工艺(方式A)铁水脱硫+转炉大渣量(渣量指数为1.0)冶炼工艺(方式B)铁水三脱+转炉大渣量(渣量指数为1.0)冶炼工艺(方式C)转炉预脱磷+脱碳转炉中渣量(渣量指数为0.6)冶炼工艺(方式D)上述4种不同脱磷工艺效果如下:采用三脱铁水少渣量工艺的转炉终点平均磷含量为120ppm;采用通常脱硫铁水的大渣量工艺的转炉终点平均磷含量为100ppm;采用三脱铁水大渣量工艺的转炉终点平均磷含量为66ppm;而采用转炉脱磷预铁水+脱碳炉中渣量工艺转炉终点平均磷含量达到58ppm,由此可见,方式方式D均为生产超低磷钢的有效工艺。
本公司产品 标准和日标JISG3445,JISG3446标准。
公司以质量求发展,以诚信纳客户,公司本着真诚,真情欢迎各界朋友莅临洽谈业务. 郑重承诺:以好的产品,优的质量,低的价格,完善的服务来答谢新老客户的信赖。
经营原则:顾客至上,质量优良,品质齐全,价格合理
凭借优良的管理、发优势,借助超前的发理念、先进的发展思想以及成功的运作模式,公司的规模也不断地发展壮大.公司不断进取,加快加强项目发运作,进一步完善发机制,强势打造公司的品牌效应。“以质量求生存,以信誉求发展,以市场为先导”是我们公司的经营理念。全体干职员工艰苦创业,努力拼搏与您并肩共创美好明天。
< 300x8焊接方管轧三特钢试验材料和试验方法试验材料试验材料为强度等级为400MP规格为?20mm的热轧带肋钢筋。其中1号为V-Fe微合金化钢筋,2号为余热钢筋。钒微合金化钢筋的轧制工艺基本参数为:钢坯加热温度:11 粗轧温度:950℃20℃;进精轧温度:860℃20℃;轧后空冷。余热钢筋的轧制工艺参数为:轧温度:1050℃,轧后穿水;上冷床温度:740℃~760℃;轧制速度:13m/s;采用双切分轧制工艺。
上一篇:911非焦油聚氨酯防水涂料
下一篇:天津4330V钢材品质高